









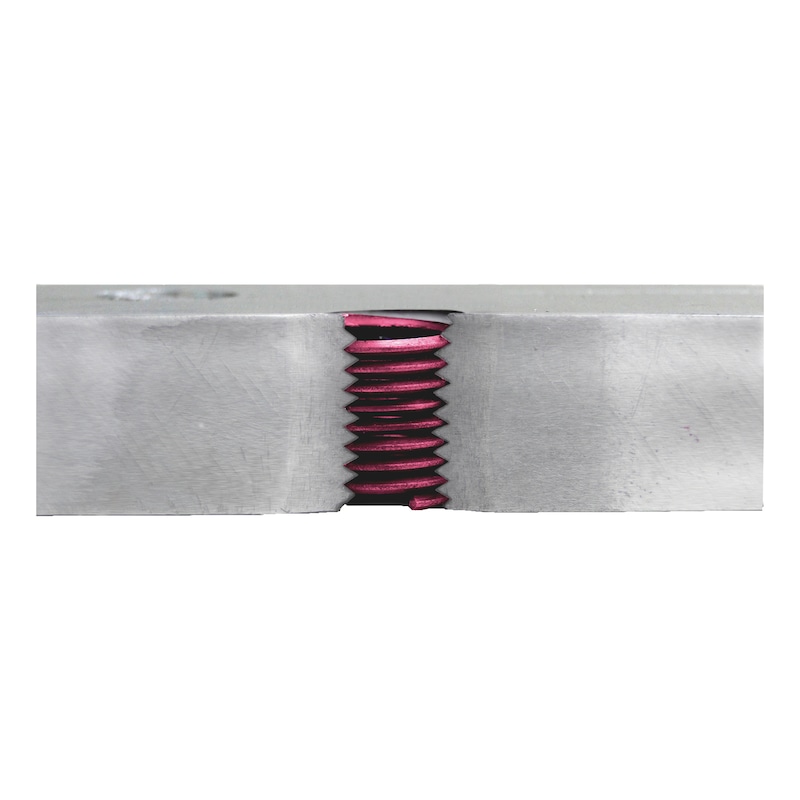



用于产生持久的重型内螺纹。带有符合标准的非同步螺纹。由 A2 不锈钢制成
完美兼顾空间间隔和耐磨螺纹强度要求
- 低强度金属材质
- 塑料材质
最佳力分布特性
螺套的灵活性可弥补螺距和角度误差
螺套安装牢固
将螺纹摩擦扭矩和扭转应力降至最低
耐腐蚀性高
将空间要求和重量降至最低
所需连接点数量更少和/或螺纹尺寸更小
将成本降至最低
通过强化螺纹,可有效将维修成本降至最低
性能证明
ISO 螺纹的公差位置与安装后的 6H 相对应。

说明
制作耐受螺纹的 4 个步骤:
步骤 1:
钻孔或钻出损坏的螺纹
步骤 2:
制作接收螺纹
- 方法是使用丝锥切削
或
- 使用螺纹成型法,无需切削即可获得更具韧性的接收螺纹
步骤 3:
设置螺套
- 可以使用相应的旋拧工具,以机械方式安装螺旋螺套,也可手动安装。
步骤 4:
切断销
- 用断针器轻轻敲击预定断点,分离随动销,然后卸下。自动断销器也可用于批量生产。
 | |
材质 | 不锈钢 A2 |
表面处理 | 无涂层 |
设计 | 自由运行 |
螺纹类型 x 标称直径 | M8 |
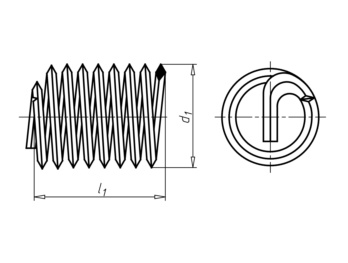
固有状态下的长度 (l1) | 16 毫米 |
外径 (d1) | 9,7 毫米 |
螺纹形状 | 标准公制螺纹 |
螺距 | 1,25 毫米 |
芯孔直径 | 8,3 毫米 |
最小芯孔深度 | 21,63 毫米 |
螺孔处所需螺纹深度 | 20,38 毫米 |
选择 RAL 颜色值
请注意: 屏幕上显示的颜色可能与实际颜色存在差异!









