














HSS annular cutter
HSS core drill bit
CREDRL-MET-HSS-DRLDP30MM-D27MM
Art.-no. 0630930270
EAN 4038898425755
Register now and access more than 20,000 products
High performance and rapid drilling progress with a long service life
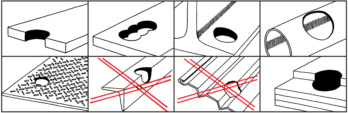
In contrast to solid drilling, only a thin metal ring is cut. The drill core is ejected by an ejector pin.
No pre-drilling required, no formation of burrs
No pre- or post-processing required
Optimised cutting geometry
- Long service life compared to many standard core drill bits
- Clean drill profile
- Drill hole with precise tolerances
Precise guidance, no slipping
Suitable for overlap drilling. Problem-free drilling on curved surfaces and pipes.
- Unlike twist drill bits, the annular cutter only machines a thin ring of material rather than the complete bore diameter. The drilling core is removed using a pilot pin with spring power, which is not included in the scope of delivery. Annular cutters therefore offer a drilling time that is 10 times faster than twist drills bits.
- Sufficient continuous cooling during the entire drilling process considerably increases the service life of the annular cutter. Do not use dry.
- Not suitable for press chipboard, titanium or heat-resistant and high-alloy steels
- For materials and cutting value parameters, see the summary overview tables
- Wear appropriate protective equipment, such as eye protection, hearing protection devices and protective gloves
- Take off loose clothing or jewellery which could get caught in the moving parts
- Annular cutters must not be used with hand-held tools
- Before use, ensure perfect concentricity and the correct clamping function of the tool drive
Datasheets(X)

- With Weldon shank ∅ 19 mm for use on mobile magnetic drills or stationary drills for creating large holes with a diameter of up to 50 mm and a cutting depth of 30 mm or 50 mm
- Fein drills with QuickIn mount can be used with an adapter
- Application on stationary drills with Morse taper is possible using the appropriate mount holder
- Insert the ejector pin into the core drill bit
- Push the core drill bit into the mount holder of the drill unit and tighten the hexagon socket screws
- The core drill bit is automatically locked into place when using quick-action mounts
- Make sure the core drill bit is sitting cleanly in the mount
- Putting the drill under lateral load during use may cause the tool to break
- Fix the drill unit into the right position for drilling — make sure the drill unit has a stable footing
- If necessary, secure the drill unit before drilling using a safety strap, especially for use on vertical surfaces and overhead work
- Pay attention to the speed table and use coolant
- Drill carefully (without centre punching and pre-drilling), pay attention to an even feed and even rotation speed throughout the entire drilling process
- Remove chips and drill core after each drilling operation
- Caution: Risk of injury, chips and drill core may be very hot and sharp
Quality | Würth-Standard |
Cutting depth | 30 mm |
Diameter | 27 mm |
Length | 64.2 mm |
Material to be processed | Steel, Aluminium, Wood |
Shank style | Weldon |
Surface | Plain |
Cutting material | HSS |
Service life (points system) | 2 of 4 points |
Drilling speed (point system) | 3 of 4 points |
Bore hole quality (point system) | 4 of 4 points |
Versatility (points system) | 2 of 4 points |
Drilling behaviour (point system) | 3 of 4 points |
| Cutting values | |||||||||
| For dia. 12.0-20.0 | |||||||||
| Material designation | Tensile strength | from dia. 12.0 | from dia. 16.0 | from dia. 20.0 | |||||
| vc | n | n | n | ||||||
| from | to | from | to | from | to | from | to | ||
| Steels | |||||||||
| General structural steels | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Unalloyed heat-treated steels | ≤ 1,000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Low-alloy heat-treated steels | ≤ 1,000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Cast metals | |||||||||
| Cast iron | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Nodular graphite and malleable iron | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Non-ferrous metals | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminium alloys | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Wrought aluminium alloys | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminium cast alloys <= 10 % Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Magnesium alloys | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Low-alloy copper | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Short-chipping brass | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Long-chipping brass | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Short-chipping bronze | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Plastics | |||||||||
| Thermosetting plastics | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Thermoplastics | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Key |
| vc = cutting speed [m/min] |
| n = rotation speed [rpm] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values | |||||||||
| For dia. 36.0-50.0 | |||||||||
| Material designation | Tensile strength | from dia. 36.0 | from dia. 40.0 | from dia. 50.0 | |||||
| vc | n | n | n | ||||||
| from | to | from | to | from | to | from | to | ||
| Steels | |||||||||
| General structural steels | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Unalloyed heat-treated steels | ≤ 1,000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Low-alloy heat-treated steels | ≤ 1,000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Cast metals | |||||||||
| Cast iron | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Nodular graphite and malleable iron | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Non-ferrous metals | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminium alloys | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Wrought aluminium alloys | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminium cast alloys <= 10 % Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Magnesium alloys | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Low-alloy copper | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Short-chipping brass | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Long-chipping brass | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Short-chipping bronze | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Plastics | |||||||||
| Thermosetting plastics | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Thermoplastics | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Cutting values | |||||||||
| For dia. 24.0-32.0 | |||||||||
| Material designation | Tensile strength | from dia. 24.0 | from dia. 28.0 | from dia. 32.0 | |||||
| vc | n | n | n | ||||||
| from | to | from | to | from | to | from | to | ||
| Steels | |||||||||
| General structural steels | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Unalloyed heat-treated steels | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Low-alloy heat-treated steels | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Unalloyed heat-treated steels | ≤ 1,000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Low-alloy heat-treated steels | ≤ 1,000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Cast metals | |||||||||
| Cast iron | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Nodular graphite and malleable iron | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Non-ferrous metals | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminium alloys | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Wrought aluminium alloys | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminium cast alloys <= 10 % Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Magnesium alloys | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Low-alloy copper | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Short-chipping brass | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Long-chipping brass | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Short-chipping bronze | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Plastics | |||||||||
| Thermosetting plastics | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Thermoplastics | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Cable tie BT PA

Reversible ratchet 1/2 inch with lever reverse

Universal holder Ø 7 mm with stainless steel sleeve, snap ring and permanent magnet

Hexagon nut ISO 4032 steel 10, plain

1" ratchet head DIN 3122, ISO 3315

Bit assortment 10 pieces

Platform for aluminium multi-purpose ladders

Flat washer with chamfer for high-strength fittings

Tool holder

Cable tie Type 5