
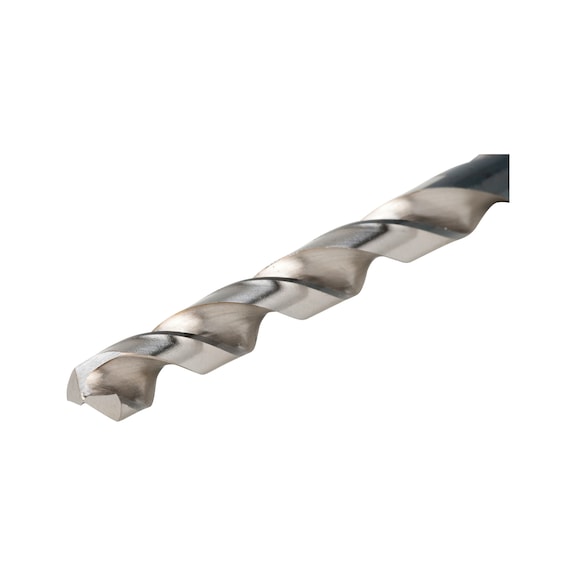












Twist drill bit HSCo DIN 338 MFD Speed
Twist drill bit HSCo DIN 338 MFD Speed
DRL-TWST-MET-DIN338-HSCO-MFDSPEED-D10,0
Art.-no. 0626931000
EAN 4056807135571






Register now and access more than 20,000 products
Up to 50 % faster than conventional twist drill bits with point thinning
Speed geometry
Optimal centring even when working on curved surfaces
135° tip angle and optimised cross web thinning
Low friction and fast chip removal
Exclusive Vario helix
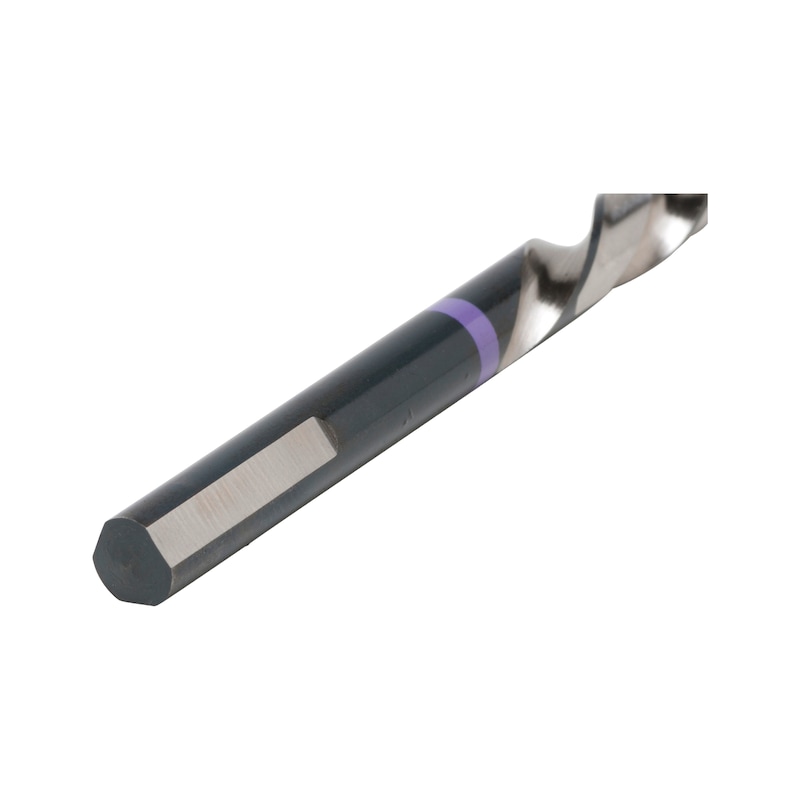
3-flat shank (from dia. 4 mm):
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Available exclusively from Würth
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Datasheets(X)

Specially designed drill bit for a variety of different uses in cordless drills and hand drills
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine |
Material to be processed | Steel, Cast iron, Stainless steel, Titanium, Aluminium |
Quality | ZEBRA-Premium |
Standard / drilling depth | DIN 338 / 5xD |
Diameter (Ø) | 10.0 mm |
Length (l1) | 133 mm |
Chip flute length (l2) | 87 mm |
Shank diameter | 10.0 mm |
Shank style | 3-face shank |
Surface | Multiple refined |
Cutting material | HSCo |
Angle of the tip | 135 Degree |
Service life (points system) | 3 of 4 points |
Drilling speed (point system) | 4 of 4 points |
Bore hole quality (point system) ( ) | 3 of 4 points |
Versatility (points system) | 4 of 4 points |
Drilling behaviour (point system) | 4 of 4 points |
Suitable for drill (points system) | 4 of 4 points |
Suitable for cordless drills (points system) | 4 of 4 points |
Suitable for upright drilling machine (points system) | 4 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1200 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Spring steels, Magnesium alloys, Copper, low-alloyed, Bronze, short-chipping, Bronze, long-chipping, Brass, short-chipping, Brass, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Alloyed tempering steels, Titanium alloys, Aluminium alloys, Aluminium, Aluminium casting alloys (<10% silicon), Aluminium wrought alloys |
| Cutting values | ||||||||||||
| For dia. 1.0-2.5 | ||||||||||||
| Material designation | Tensile strength | from dia. 1.0 | from dia. 2.0 | from dia. 2.5 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 9549 | 12732 | 0,016 | 4775 | 6366 | 0,050 | 3820 | 5093 | 0,063 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 9549 | 12732 | 0,016 | 4775 | 6366 | 0,050 | 3820 | 5093 | 0,063 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 9549 | 12732 | 0,016 | 4775 | 6366 | 0,050 | 3820 | 5093 | 0,063 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 8913 | 11141 | 0,014 | 4456 | 5570 | 0,040 | 3565 | 4456 | 0,050 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 8913 | 11141 | 0,014 | 4456 | 5570 | 0,040 | 3565 | 4456 | 0,050 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 3820 | 5730 | 0,012 | 1910 | 2865 | 0,032 | 1528 | 2292 | 0,040 |
| Stainless steels | ||||||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 3183 | 4456 | 0,012 | 1592 | 2228 | 0,032 | 1273 | 1783 | 0,040 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 1910 | 3183 | 0,008 | 955 | 1592 | 0,025 | 764 | 1273 | 0,032 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 9549 | 11141 | 0,018 | 4775 | 5570 | 0,063 | 3820 | 4456 | 0,080 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 8276 | 9549 | 0,018 | 4138 | 4775 | 0,063 | 3310 | 3820 | 0,080 |
| Non-ferrous metals | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 12732 | 19099 | 0,018 | 6366 | 9549 | 0,063 | 5093 | 7639 | 0,080 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 6366 | 9549 | 0,016 | 3183 | 4775 | 0,050 | 2546 | 3820 | 0,063 |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| n = rotation speed [rpm] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 12.5-16.0 | |||||||||
| Material designation | Tensile strength | from dia. 12.5 | from dia. 16.0 | ||||||
| vc | n | f | n | f | |||||
| from | to | from | to | from | to | ||||
| Steels | |||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 764 | 1019 | 0,200 | 597 | 796 | 0,250 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 764 | 1019 | 0,200 | 597 | 796 | 0,250 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 764 | 1019 | 0,200 | 597 | 796 | 0,250 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 713 | 891 | 0,160 | 557 | 696 | 0,200 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 713 | 891 | 0,160 | 557 | 696 | 0,200 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 306 | 458 | 0,125 | 239 | 358 | 0,160 |
| Stainless steels | |||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 255 | 357 | 0,125 | 199 | 279 | 0,160 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 153 | 255 | 0,100 | 119 | 199 | 0,125 |
| Cast metals | |||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 764 | 891 | 0,250 | 597 | 696 | 0,315 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 662 | 764 | 0,250 | 517 | 597 | 0,315 |
| Non-ferrous metals | |||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 1019 | 1528 | 0,250 | 796 | 1194 | 0,315 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 509 | 764 | 0,200 | 398 | 597 | 0,250 |
| For dia. 6.3-10.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 6.3 | from dia. 8.0 | from dia. 10.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 1516 | 2021 | 0,125 | 1194 | 1592 | 0,160 | 955 | 1273 | 0,200 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 1516 | 2021 | 0,125 | 1194 | 1592 | 0,160 | 955 | 1273 | 0,200 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 1516 | 2021 | 0,125 | 1194 | 1592 | 0,160 | 955 | 1273 | 0,200 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 1415 | 1768 | 0,100 | 1114 | 1393 | 0,125 | 891 | 1114 | 0,160 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 1415 | 1768 | 0,100 | 1114 | 1393 | 0,125 | 891 | 1114 | 0,160 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 606 | 909 | 0,080 | 477 | 716 | 0,100 | 382 | 573 | 0,125 |
| Stainless steels | ||||||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 505 | 707 | 0,080 | 398 | 557 | 0,100 | 318 | 446 | 0,125 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 303 | 505 | 0,063 | 239 | 398 | 0,100 | 191 | 318 | 0,100 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 1516 | 1768 | 0,160 | 1194 | 1393 | 0,080 | 955 | 1114 | 0,250 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 1314 | 1516 | 0,160 | 1035 | 1194 | 0,080 | 828 | 955 | 0,250 |
| Non-ferrous metals | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 2021 | 3032 | 0,160 | 1592 | 2387 | 0,200 | 1273 | 1910 | 0,250 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 1011 | 1516 | 0,125 | 796 | 1194 | 0,160 | 637 | 955 | 0,200 |
| For dia. 3.15-5.0 | ||||||||||||
| Material designation | Tensile strength | from dia. 3.15 | from dia. 4.0 | from dia. 5.0 | ||||||||
| vc | n | f | n | f | n | f | ||||||
| from | to | from | to | from | to | from | to | |||||
| Steels | ||||||||||||
| General structural steels | ≤ 850 N/mm² | 30 | 40 | 3032 | 4042 | 0,080 | 2387 | 3183 | 0,100 | 1910 | 2546 | 0,100 |
| Unalloyed quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 3032 | 4042 | 0,080 | 2387 | 3183 | 0,100 | 1910 | 2546 | 0,100 |
| Low-alloy quenched and tempered steels | ≤ 850 N/mm² | 30 | 40 | 3032 | 4042 | 0,080 | 2387 | 3183 | 0,100 | 1910 | 2546 | 0,100 |
| Unalloyed quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 2829 | 3537 | 0,063 | 2228 | 2785 | 0,080 | 1783 | 2228 | 0,080 |
| Low-alloy quenched and tempered steels | ≤ 1,000 N/mm² | 28 | 35 | 2829 | 3537 | 0,063 | 2228 | 2785 | 0,080 | 1783 | 2228 | 0,080 |
| Alloyed quenched and tempered steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| Nitriding steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| Tool steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| High-speed steels | ≤ 1,200 N/mm² | 12 | 18 | 1213 | 1819 | 0,050 | 955 | 1432 | 0,063 | 764 | 1146 | 0,063 |
| Stainless steels | ||||||||||||
| Stainless steels | ≤ 1,200 N/mm² | 10 | 14 | 1011 | 1415 | 0,050 | 796 | 1114 | 0,063 | 637 | 891 | 0,063 |
| Titanium | ≤ 850 N/mm² | 6 | 10 | 606 | 1011 | 0,040 | 477 | 796 | 0,050 | 382 | 637 | 0,050 |
| Cast metals | ||||||||||||
| Cast iron | ≤ 850 N/mm² | 30 | 35 | 3032 | 3537 | 0,100 | 2387 | 2785 | 0,125 | 1910 | 2228 | 0,125 |
| Spheroidal graphite and malleable iron | ≤ 850 N/mm² | 26 | 30 | 2627 | 3032 | 0,100 | 2069 | 2387 | 0,125 | 1655 | 1910 | 0,125 |
| Non-ferrous metals | ||||||||||||
| Aluminium | ≤ 600 N/mm² | 40 | 60 | 4042 | 6063 | 0,100 | 3183 | 4775 | 0,125 | 2546 | 3820 | 0,125 |
| Plastics | ≤ 200 N/mm² | 20 | 30 | 2021 | 3032 | 0,080 | 1592 | 2387 | 0,100 | 1273 | 1910 | 0,100 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Twist drill bit HSS DIN 338 type RN 130°

High-performance fastening base Extra-heavy cable tie bracket

Raised countersunk head screw with H recessed head DIN 966, steel 4.8, zinc-plated, blue passivated (A2K)

JIS B1111 steel 4T zinc plated H

Cheese head screw with hexagon socket head and shoulder ISO 7379, steel 12.9, plain, tolerance h8

Hexagon Socket Head Cap Screw ISO 4762/DIN 912, ≤ M24 A2-70 stainless steel, ≥ M24 A2-50 stainless steel

Edge protection

MFD-S multi-purpose drill bit with straight shank

Single wire seal (SEAL) For uninsulated cable connector

Electrical brake bleeder